Конструкция прибора
Паяльник – инструмент, созданный для спайки фитингов и туб из пластмассы. Такой прибор профессионалы ласково называют «утюжком». Конструкция включает в себя несколько элементов:
- корпус-трансформер с термостатом и системой управления;
- нагревательный элемент;
- подставка и сетевой кабель на 220 Вт.
В комплекте всегда идут несколько специальных насадок для труб различных диаметров.
Обязательно прочтите пошаговую инструкцию по замене картриджа в кране на znatoktepla.ru.
 Разновидности утюжков
Разновидности утюжков
Ручные паяльники для полипропиленовых труб различаются по нескольким признакам:
- Конфигурация нагревательного элемента. Она бывает мечевидной или стержневой, цилиндрической или плоской;
- Конструкция термостата. Различают электрическую и механическую;
- Цвет корпуса. Профессиональный инструмент от любительского можно отличить по цвету, при этом производитель сам выбирает цветовую палитру.

Простые паяльники для любителей оснащаются механическим термостатом с небольшой температурой нагрева и ручной регулировкой. Аппараты для профессионалов имеют микропроцессор, поддерживающий температуру в постоянном режиме до 250 °С. В них также встроен звуковой оповещатель, который предупреждает об окончании нагрева и перехода в охлаждающий режим в момент перестановки стыка.
Какой же паяльник выбрать? Мы сделали обзор самых востребованных и популярных «утюжков» для труб. Рейтинг составлялся на основе отзывов профессионалов и любителей, а также учитывались технические данные и стоимость аппарата.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Конструктивные особенности и принцип использования
Аппарат для сварки пластиковых труб состоит из следующих элементов:
- пластиковый корпус, оснащенный ручкой;
- металлическая платформа (рабочая часть), внутри которой располагается нагревательный элемент;
- специальные сменные насадки для нагрева деталей трубопровода, различаются по диаметру;
- терморегулятор, позволяющий точно задать температуру нагрева в зависимости от технических параметров полимера, из которого выполнены детали трубопровода;
- подставка, благодаря которой аппарат устойчиво размещается на горизонтальной поверхности;
- индикаторы нагрева.
Паяльный аппарат с нагревательным элементом ввиде плиты
Производители электроинструмента предлагают два конструктивных решения агрегата для сварки полимерных труб, которые различаются формой нагревательного элемента – он бывает плоский (именно такая модель называется утюг для пайки) и круглый, цилиндрический, из-за чего аппарат напоминает формой классический паяльник. На технологию и качество работы форма нагревательного элемента никак не влияет, различия касаются только конфигурации и принципа крепления насадок.
В плоской плите устройства для пайки труб имеются отверстия, в которые устанавливаются разъемные насадки. Каждая насадка состоит из двух элементов, один из которых позволяет нагреть фитинг изнутри (дорн), а второй выполнен в виде гильзы, в которую вставляется край трубы. Дорн и гильзу крепят к плите винтом, который затягивается специальным ключом-шестигранником, идущим в комплекте. У бытовых аппаратов количество отверстий позволяет установить 2–3 комплекта насадок, профессиональные устройства снабжены большим количеством посадочных отверстий.
Аппарат с нагревательным элементом ввиде цилиндра
У паяльника для пропиленовых труб, снабженного нагревательным элементом в форме цилиндра, насадки имеют иную конструкцию. Они надеваются на цилиндр и фиксируются длинным винтом. Чтобы затянуть соединение также используется штатный ключ-шестигранник. Количество насадок, которые можно установить на нагревательном элементе зависит от длины цилиндра










Важно разместить их таким образом, чтобы они не мешали вести работы и не грозили ожогом
Выбирая аппарат для полипропиленовых труб, оцените особенности эксплуатации каждого варианта и выберите тот, который покажется удобнее. Иных различий агрегаты не имеют.
Какой аппарат для сварки пластиковых труб лучше
На рынке представлены пять классов устройств для сварки. Их применение обусловлено целью и сложностью проводимых работ.
Виды ручного инструмента
Наиболее простым сварочным аппаратом, который подойдет для бытовых нужд, является ручная версия. В соответствии с внешним видом ручной инструмент для сварки полипропиленовых труб подразделяется на мечевидный и цилиндрический. Какой выбрать?
-
мечевидный;
Конструктивно мечевидное сварочное устройство (или «утюг») представляет собой нагревательный элемент, на котором через сквозные отверстия или втулки крепятся насадки. Уровень нагрева регулируется термостатом, информация о температуре высвечивается на дисплее. Данные аппараты предлагаются в различных конфигурациях и комплектациях.
Существенной характеристикой мечевидных инструментов является их устойчивость. Наиболее дешевые версии не отличаются стабильностью положения при работе, вплоть до возможности переворота. В частности, это касается сварки труб большого диаметра с применением дополнительных насадок, что придает всей конструкции дополнительную неустойчивость.
-
цилиндрический;
Считаются более профессиональными вариантами ручных сварочных аппаратов для полипропилена. Нагревательный элемент спрятан в удлиненном цилиндре, на который надеваются насадки для труб различного диаметра. Бывают двух разновидностей:
- с прямым цилиндром;
- с боковым цилиндром – аппарат в виде буквы Г – для осуществления пайки в труднодоступных местах.
Ручные аппараты, как правило, предполагают применение с целью сварки пластиковых изделий до 4 см в диаметре и имеют потребляемую мощность 300-500 Вт. В то же время некоторые производители предлагают более дорогие модели для сварки до 16 см в диаметре и потребляемой мощностью до 2500 Вт.
Механический аппарат для сварки труб
Сварочное оборудование для сварки с механическим приводом предусматривает закрепление свариваемых деталей давлением, подаваемым вручную. Устройства этого класса снабжены динамометром, позволяющем отслеживать показания давления. Сварка механическими инструментами рекомендована при работе с трубами небольшого и среднего диаметра при относительно невысоком искусственном давлении.

Свариваемая труба надежно закрепляется специальными зажимами, нагревательные элементы встроены в диск.
Электрогидравлический аппарат для пайки труб из полипропилена
Способ проведения сварки этой разновидностью аппаратов аналогичен механическому. За одним исключением: давление в системе создается не вручную, а с помощью электрогидравлического привода. Он способен создавать давление до 120 атмосфер, что позволяет сваривать изделия среднего и большого (до 63 см) диаметров крепкими и надежными швами.
Оборудование для раструбной и электромуфтовой сварки полипропилена
Раструбный или муфтовый способ соединения труб предусматривает использование специальной муфты (фитинга) – элемента, располагаемого между соединяемыми изделиями. Специфика раструбной сварки заключается в том, что муфту необходимо нагревать внутри. При этом труба входит в муфту, образуя с ней единый узел. Подобный способ, безусловно, является самым надежным.
Для труб диаметром до 4 см адекватно применять ручные дисковидные аппараты. Специальные насадки могут поддерживать диаметр до 12,5 см. Однако, требование оперативного ручного совмещения трубного изделия и муфты делает работу с такими размерами неудобной и часто неудачной.
Для труб больших диаметров применяются электромуфтовые аппараты со специальными приспособлениями по центровке свариваемых компонентов во время фиксации. Данные устройства оснащены дисплеями, на которых отражаются параметры сварки. Они относятся к высокотехнологичному виду оборудования, работающему в автоматическом режиме.
РЕСАНТА АСПТ-1000
Мощный паяльник для пластиковых труб выделяется производительностью и быстрым стартом. Поставляемые насадки в количестве 12 штук позволяют склеивать детали стандартных диаметров. С помощью функционального регулятора можно задавать необходимую температуру (в пределах 50-300°C). Зеленая и красная индикация показывают текущее состояние прибора. Набор для сварки, включая насадки с антипригарным покрытием, отвертку, защитные перчатки и ключ можно хранить в строительном кейсе. В наличии специальная подставка для удобной установки аппарата на поверхность.
Плюсами машинки считаются:
- Адекватная стоимость;
- Неплохая комплектность;
- Корпус не нагревается;
- Небольшие размеры;
- Легкий вес.
Из отрицательного можно подчеркнуть:
- Залипание насадок при температуре в 300°C;
- Неустойчивость основания;
- Регулятор может перекручиваться.
Виды паяльников для ПП труб
Выпускается большое количество сварочных аппаратов для полипропиленовых труб. Существует две основные разновидности устройств — это механические и ручные приборы. Они различаются методом сварки, областью использования и продуктивностью.
Механические и электрогидравлические
Эти два вида применяются для труб большого диаметра. Приспособления позволяют создать существенные усилия, что упрощает соединение деталей.
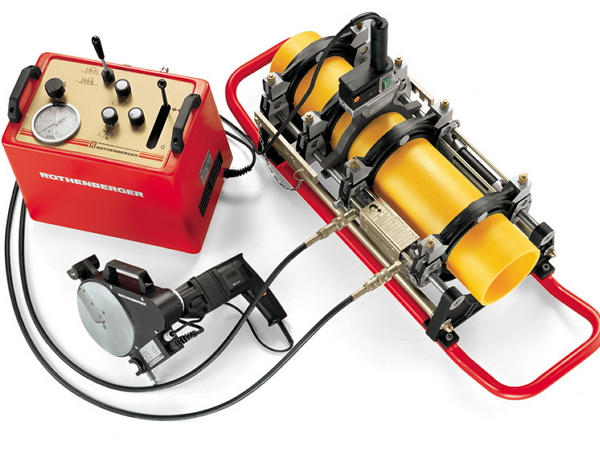
Станок для пайки пп труб большого диаметра
Конструкция механических аппаратов для сварки полипропиленовых труб состоит из следующих частей:
- Корпус в виде опорной рамы.
- Управляющий модуль.
- Два захвата с тефлоновыми вставками, не позволяющими пластиковому материалу прилипать к горячим поверхностям.
- Электрический торцеватель с двусторонними лезвиями.
- Нагревательный элемент в виде диска.
- Рычаг для создания давления.
- Динамометр, позволяющий отслеживать прижимное усилие.
Механические устройства применяются для стыкового соединения ПП труб, размер сечения которых более 63 мм, а наименьшая толщина стенки составляет 4 мм. Электрогидравлические приборы отличаются способом создания прижимного давления. Для этого в конструкции имеется специальный привод.
Выпускаются электрогидравлические агрегаты для сварки Т-образных трубных узлов. Они отличаются большой ценой и не применяются для спаивания изделий маленького диаметра. Устройства используются коммунальными службами и на промышленных объектах.
Мечевидные и цилиндрические ручные
Аппарат для ручного использования потребители называют утюгом или паяльником. Приспособление отличается компактными размерами. С его помощью состыковываются трубные элементы с сечением не более 125 мм.
Оборудование различается формой греющей детали. Производители выпускают мечевидные и цилиндрические приспособления. Первый тип — это утюги, а вторая разновидность — паяльники.
Форма платформы для нагрева не влияет на принцип и качество проводимых монтажных процессов. Устройства отличаются типом и фиксацией насадок для пайки.
В домах и квартирах обычно используются греющие элементы максимум трех размеров. Профессиональным же оборудованием считаются приборы, позволяющие работать с разным количеством насадок.










Утюг для пайки пп труб
На мечевидные устройства устанавливается нагревательный элемент, состоящий из 2-х частей:
- Дорн, разогревающий внутреннюю поверхность фитинга.
- Гильза, нагревающая наружную сторону трубы.
Для закрепления обеих частей насадки используется длинный винт. Он затягивается с помощью специального ключа с сечением в форме шестигранника.
Производители выпускают утюги для пайки полипропиленовых труб с коротким нагревателем. Это специальные более мощные устройства, позволяющие сваривать крупные элементы.
Устройства с цилиндрическими нагревательными деталями — это компактные аппараты. Они стоят больше, чем мечевидные приборы.
Цилиндрический аппарат для пайки пп труб
Приборы с цилиндрическими нагревательными деталями работают вместе с колодками в виде разъемных хомутов. Преимущества паяльников:
- Возможность расположить насадку в любом месте нагревателя. На паяльном приборе отсутствуют специальные отверстия в отличие от «утюга».
- Труба может быть размещена под любым углом по отношению к горизонтальной плоскости. Это позволяет паять узлы сложной конфигурации.
- Ускоренный нагрев ПП деталей благодаря большой площади контакта нагревателя с насадками.
- Во время сварки не надо постоянно подтягивать фиксирующий винт для предотвращения нарушения соосности колодок.
Производятся также аппараты, на которых насадки закрепляются в вертикальной плоскости. Ими удобно пользоваться в ограниченном пространстве.
Для муфтовой и стыковой сварки
Методы пайки ПП деталей влияют на классификацию сварочного оборудования. Выпускаются устройства для муфтовой (раструбной) и стыковой спайки трубопроводных элементов. Первый тип — это приборы для дома, а второй — промышленные станки.
Соединения ППР-труб
Существует несколько способов соединения полипропиленовых труб.
Стыковые соединения
Технология основана на тепловом диффузном передвижении молекул и может называться диффузной. Сварка выполняется методом «стык в стык» с помощью профессиональных аппаратов.
Правильно выполненное соединение труб гарантирует получение долговечных коммуникаций.
Но при использовании этого варианта предъявляется ряд требований к диаметру труб: он не может превышать 60 мм, а толщина стенок должна быть не менее 4 мм.
Весь процесс состоит из 3 шагов:
- Стыки сваривают путем удержания изделий в одном положении относительно друг друга.
- Место спайки прогревают паяльником до того момента, пока они не начнут расплавляться.
- Заготовки выдерживают в этом состоянии до появления однородной массы.
После подобного воздействия стыки будут максимально прочными и перестанут подвергаться коррозийным процессам или негативному воздействию агрессивных веществ. Если в распоряжении есть паяльник с дисковым нагревателем, все действия можно завершить вручную.
Использование электрофитингов
По принципу действия метод напоминает предыдущий. Однако для стыковки полипропилена применяют электрическую муфту и дополнительные детали с выводами для соединения с электросетью на 220В.
Использовать технологию можно в быту без покупки дополнительных приборов. Электрофитинг выполнен из полипропилена, поэтому в процессе приваривания он гарантирует герметичные стыки.
Фитинги предназначены для герметичного скрепления между собой полипропиленовых труб.
Для проведения работ необходимо выбирать идентичные фитинги. В противном случае спайка не сможет осуществляться на молекулярном уровне.
Пайка муфтовая
Муфтовая спайка предусматривает использование специальных муфт с запасом полипропиленового сырья. В продаже есть разные виды таких узлов, благодаря чему они используются в разных сферах.
Устройство и принцип работы
Конструктивное исполнение паяльников может отличаться. Как правило, они состоят из:
- корпуса, выдерживающего воздействие высоких температур. На нём располагаются индикаторы, позволяющие определить, что прибор готов к работе;
- нагревателя, имеющего характерную форму. В некоторых моделях это конусовидная пластина, в других – цилиндрический стержень. В пластинах предусматриваются посадочные отверстия под различные насадки. Размеры зависят от требуемой мощности;
- терморегулятора, позволяющего изменить температуру процесса;
- подставки, которые могут быть специальными и универсальными. В зависимости от модели паяльника подставки выполняются крестовыми, U-образными, прямоугольными. Последний вид предпочтителен;
- насадок, которые могут быть хомутовидными, либо иметь цилиндрическую форму. Благодаря ровной и гладкой поверхности, удаётся стабилизировать процесс и обеспечить оптимальную скорость нагрева. Специальное антипригарное покрытие позволяет предотвратить припекание размягчённого пластика.
 Возможна установка насадок различного диаметра
Возможна установка насадок различного диаметра
 Вращая терморегулятор, можно изменить степень нагрева полипропиленовых элементов
Вращая терморегулятор, можно изменить степень нагрева полипропиленовых элементов Зелёный индикатор оповестит о достаточном нагреве устройства
Зелёный индикатор оповестит о достаточном нагреве устройства
Принцип работы сварочного аппарата предполагает размягчение материала спаиваемых деталей и последующее их соединение. Для этого на дорн одевают элемент с раструбом, а обрезанную трубу просовывают в отверстие гильзы, разогретой до определённой температуры. Выждав нужное время, элементы снимают и соединяют.
 Разогретые элементы соединяются между собой
Разогретые элементы соединяются между собой
Технология спайки
Использование устройства по спаиванию пропиленовых труб не имеет никаких сложностей. Необходимо выполнять рекомендованные инструкцией действия и соблюдать правила безопасности.
Паяльник устанавливают на ножки, которые входят в комплект, и подключают в электросеть. Выбирают насадки, одинаковые с диаметром монтируемых труб. Разогревают края труб, соединяют и сдавливают, прикладывая небольшое усилие.
Прежде чем начать работать, необходимо дать устройству хорошо разогреться. Правильная температура даст возможность качественно спаять трубы — это залог будущей работы трубопровода. Исходя из мощности паяльника, разогрев может длиться от 10 до 30 минут. Погасшая индикаторная лампочка, предусмотренная на корпусе, подскажет про готовность аппарата.
Прочитайте технический паспорт, там вы найдёте точное время, необходимое для разогрева элементов соединения. При неудачной попытке соединения не стоит пытаться разогреть элемент повторно. Полипропилен после нагрева растягивается, а растянувшись, не совпадёт с размером насадки. Просто удалите отрезок трубы и сделайте повторный разогрев.
Обладая хорошим паяльником и умея с ним обращаться, можно сделать монтаж системы водоснабжения или отопления в квартире и доме достаточно быстро.
Мастера рекомендуют придерживаться двух правил для получения качественной пайки полипропилена:
- Выдерживать необходимый режим температуры.
- Прогревать трубу рекомендованное инструкцией время.
Для соединения труб используют муфту, поэтому насадка с разных сторон имеет различный диаметр. Один край — для разогрева трубы снаружи, а второй — для разогрева внутреннего диаметра муфты.









Дальнейшие действия происходят по следующему сценарию. Муфта надевается на нагретую насадку устройства с одной стороны, а труба вставляется в насадку с другой стороны. Засекается время фиксации элементов, как правило, от 30 до 60 секунд. После чего муфта и трубы снимаются с насадки и соединяются вместе.
Для получения бесперебойно работающей водопроводной магистрали все действия проводятся очень точно и внимательно. Качество соединений очень важны при работе с горячим водопроводом или системой отопления.
Напрашивается один очевидный вывод: чтобы получить водопроводную магистраль, состоящую из полипропиленовых труб, которая будет бесперебойно работать долгие годы, недостаточно купить дорогостоящий паяльник для труб из полипропилена. Необходим опыт работы с устройством. Следует освоить правила работы с полипропиленовыми трубами, разбираться в монтаже и конструировании систем водоснабжения и отопления.
Совокупность навыков, знаний и профессиональный опыт могут дать желаемый результат.
Sturm! TW7219

Сварочный аппарат является настоящим помощником для самоучек и профессионалов. Широко применяется в области сантехнических работ, быстро и надежно стыкует трубные системы. Расплавленный материал не прилипает к сварочным поверхностям. Имеется 2 ТЭНа, которые можно включать по отдельности. Диаметр насадок варьируется в пределах 20-63 мм. Устройство оборудовано специальной нагревательной панелью, которая фиксируется в паз кожуха. Мастеру легко работать с паяльником благодаря наличию подножки. Индикатор сигнализирует о нагреве машинки, автоматически отключается при достижении максимальной температуры.
Достоинствами аппарата являются:
- Быстрый нагрев;
- Богатая комплектация;
- Низкая стоимость;
- Качественное покрытие насадок.
Из минусов можно отметить:
- Тяжелый вес прибора;
- Слабые ножницы;
- Шаткость подставки;
- Непрочность рукоятки.
Технология муфтовой сварки
Этот метод сварки весьма требователен к тщательной предварительной подготовке поверхности труб, и выполнению работы, иначе соединение будет непрочным.

- Не допускается, чтобы на поверхности сваривания осталась грязь. Концы труб зачищаются и обезжириваются.
- На трубе делается отметка, равная половине длины муфты.
- Труба вставляется в муфту до отметки, затем с другой стороны муфты вставляется вторая труба. Во время сварки и до полного остывания все детали должны находиться в неподвижном состоянии, поэтому трубы можно зафиксировать в позиционере.
- На электромуфте имеется 2 клеммы, к которым нужно подключить провода сварочного аппарата.
- Процесс сварки выполняется в автоматическом режиме. Свидетельством того, что процесс завершен, будет выступивший из контрольных отверстий фитинга полиэтилен.
- Охлаждение происходит естественным способом в обездвиженном состоянии.
Сваренный трубопровод готов к эксплуатации.
Рекомендуем:
 Садовая скамейка из брёвен и досок
Садовая скамейка из брёвен и досок
 Как правильно купить квартиру, которая в ипотеке
Как правильно купить квартиру, которая в ипотеке
 Плюсы и минусы керамзитобетонных блоков
Плюсы и минусы керамзитобетонных блоков
 Какими бывают гардеробные комнаты, фото примеров
Какими бывают гардеробные комнаты, фото примеров
 Как утеплить пол в доме?
Как утеплить пол в доме?
 Как установить парогенератор для бани своими руками: пошаговая инструкция
Как установить парогенератор для бани своими руками: пошаговая инструкция
 Варианты офисной мебели, модели для персонала
Варианты офисной мебели, модели для персонала
 Покраска деревянного пола своими руками: выбираем материалы и правильно подготавливаем поверхность
Покраска деревянного пола своими руками: выбираем материалы и правильно подготавливаем поверхность
 Беседка для дачи с барбекю и мангалом — варианты устройства, чертежи, инструкции
Беседка для дачи с барбекю и мангалом — варианты устройства, чертежи, инструкции
 Какие бывают комоды высокие, и все важные особенности
Какие бывают комоды высокие, и все важные особенности
