Номер 1. Электроды для ручной дуговой сварки ESAB OK 46.00 3 мм 5.3 кг
Электроды ESAB OK 46.00 являются в некотором смысле универсальными электродами. Их смело можно использовать для сварки низколегированных и углеродистых сталей. Основные преимущества электродов ESAB OK 46.00 связаны с легким розжигом и идеальным качеством как корневых, так и коротких сварочных швов.

Длина электродов составляет 35 см, а расход 0,51 кг. Температура прокалки данных электродов всего 70-90 градусов. Допускается сварка электродами в любом пространственном положении. Рабочий ток сварки от 70 до 140 Ампер.

Сварочные электроды ESAB OK 46.00 3мм 5.3 кг — это как раз то, что нужно для дома, дачи и гаража. Недаром же они занимают первую позицию в этом рейтинге электродов 2022 года.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.
Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Основные критерии выбора
Сложности, возникающие при выборе, связаны с появлением большого количества различных вариантов электродов. При поиске наиболее подходящего электрода следует учесть их разделение на две основные группы:
- Плавящиеся.
- Неплавящиеся.
 Первый тип изделия представлен стержнем различного диаметра с обмазкой, изготавливаемой их специальной смеси. За счет применения особого состава обмазки создаваемая дуга лучше себя ведет на момент сварки. Именно поэтому плавящиеся электроды зачастую выбирают для аппарата, применяемого при ручной дуговой сварке.
Первый тип изделия представлен стержнем различного диаметра с обмазкой, изготавливаемой их специальной смеси. За счет применения особого состава обмазки создаваемая дуга лучше себя ведет на момент сварки. Именно поэтому плавящиеся электроды зачастую выбирают для аппарата, применяемого при ручной дуговой сварке.
Неплавящиеся — сегодня менее распространены, так как предназначены для проведения сварочных работ в специальной среде. Новичок не сможет подобрать их правильно, так как они обладают большим количеством особенностей.
Рассматривая, как выбрать сварочные электроды для инвертора, отметим следующие моменты:
- Стержень для передачи электричества и стабилизации дуги подбирается к каждому материалу с учетом его химического состава.
- Для соединения изделий, которые изготовлены из низкоуглеродистой или низколегированной стали, применяются углеродные электроды.
- Если соединяемые изделия изготавливаются из легированных сталей, то во время сварочных работ применяются электроды марок МР-3, АНО-21, LB-52U и другие.
- Лучшие электроды для инверторной сварки других типов металла считаются те, при изготовлении которых применяется сердечник из легированных сталей, к примеру, ЦЛ-11.
- Метод сварки может использоваться для соединения элементов, изготавливаемых из чугуна. В этом случае применяются электроды ОЗЧ-2.
Как выбрать держатель для электродов
Качество сварочных работ во многом зависит от держателя или держака, удерживающего электроды. Это устройство подключается к одному из концов электрического кабеля.
Существует два типа держателей, которые можно подобрать по конструкции:
- Держатель резьбового типа. Зажим и освобождение сердечника электрода осуществляется путем закручивания и последующего раскручивания рукоятки.
- Держак с клавишей куркового типа. Электрод зажимается и освобождается автоматически, когда подпружиненная клавиша отпускается или нажимается.
По своим характеристикам эти приспособления примерно одинаковы, поэтому как выбрать любое из них, нужно решать самому
Следует обращать внимание на расчетную силу тока держателя и останавливаться на максимальном значении, наиболее подходящем для сварочной аппаратуры. В качестве недостатка клавишного держака можно отметить постепенное ослабление поджимающей пружины и нарушение контакта
Этот узел приходится периодически менять.
Как выбрать электроды для инверторной сварки
Выбирая эти изделия, самое главное — определиться, с каким материалом придется работать
То есть важно знать, из чего сделаны свариваемые изделия, а сердечник электрода должен по составу подходить к ним
Таким образом электроды можно классифицировать по ряду признаков:
- для низкоуглеродистых металлов применяются углеродные варианты;
- для чугуна;
- для прочных термостойких сталей;
- для высоколегированного металла;
- для работы с алюминиевыми или же медными вариантами изделий;
- для наплавки и ремонтных работ;
- универсальные варианты.
Электроды по чугуну
Электроды, применяемые для работы, не должны иметь повреждений
Также важно, чтобы они были сухими. Для сушки изделий используются особые печи.
Опытные специалисты также учитывают и условия, в которых будет проводиться работа. Например, влажность, температуру окружающей среды и т.д
Также важно учитывать диаметр выбранного электрода, толщину деталей и силу тока. Важно понимать, что при неправильном подборе изделия плотность тока может быть снижена
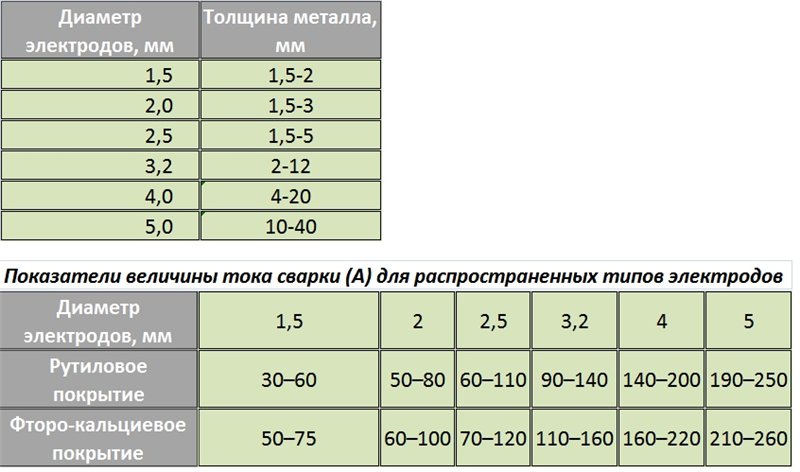
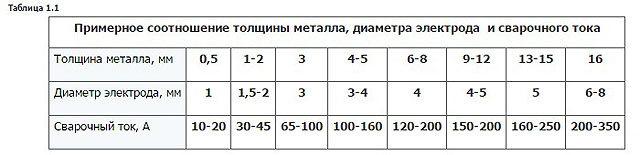
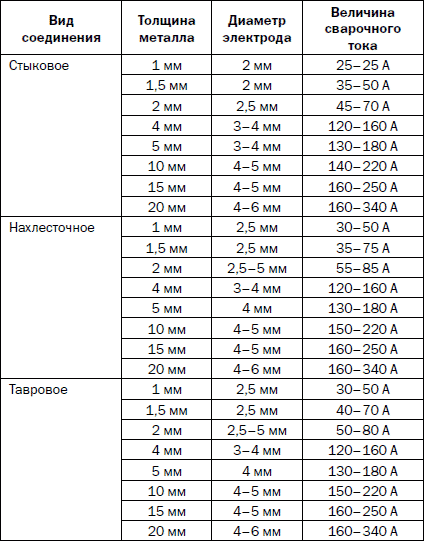
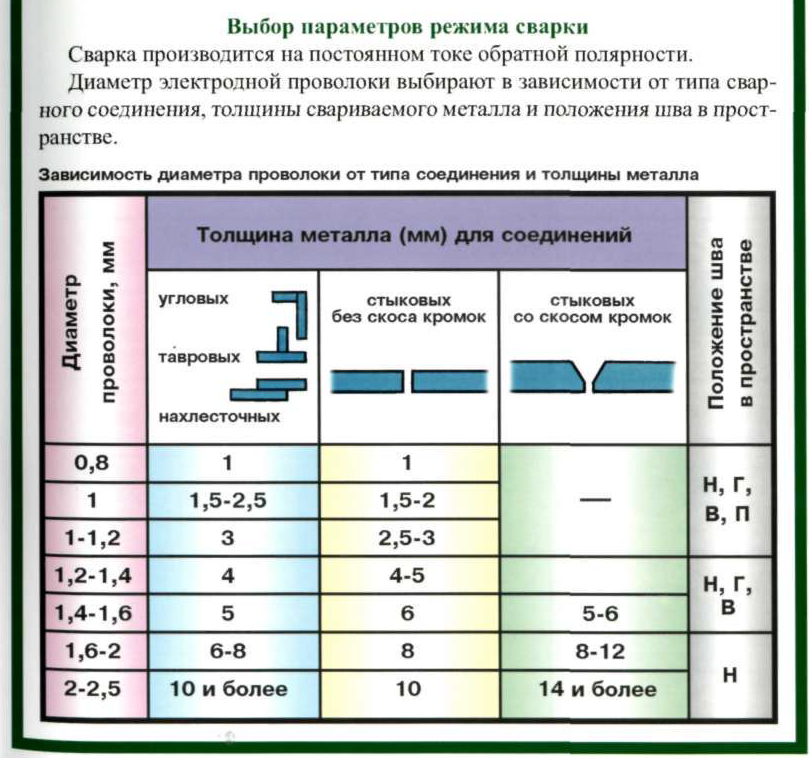
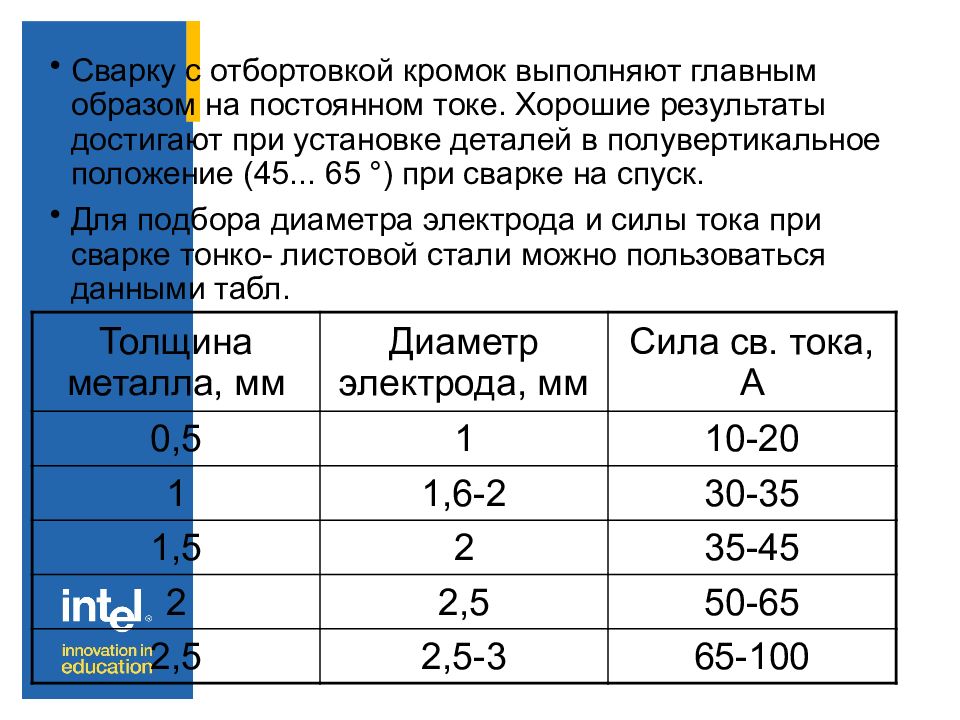
В итоге качество сварки оставит желать лучшего, шов будет толстым и широким. Обычно производители электродов сразу указывают, для какой силы тока изделие подойдет лучше всего. Для сложных и массивных конструкций лучше брать толстые электроды, тогда как профильные изделия свариваются вариантами толщиной всего до 2 мм. Примерное соотношение толщины металла и диаметра предлагаем оценить по рисунку ниже.
Соотношение толщины заготовок и диаметра электрода
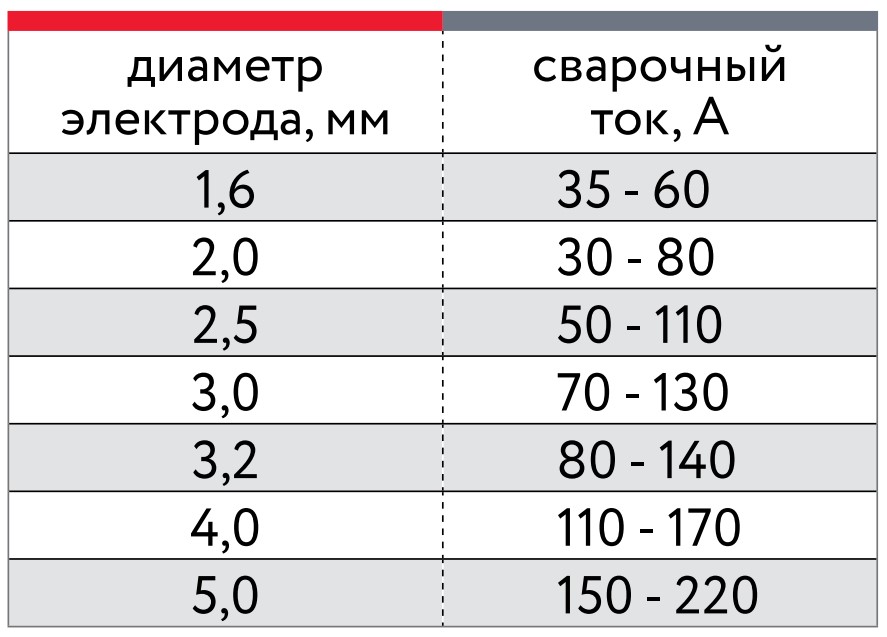
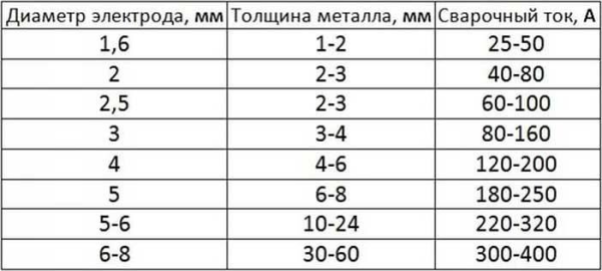
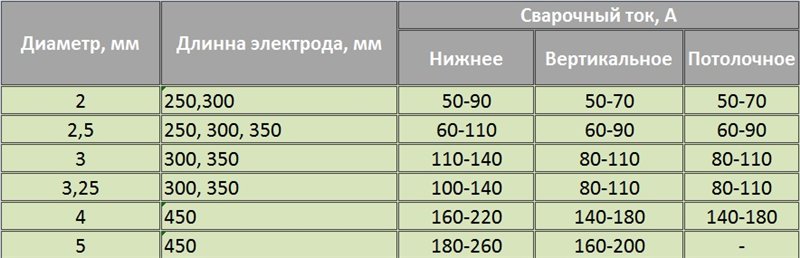
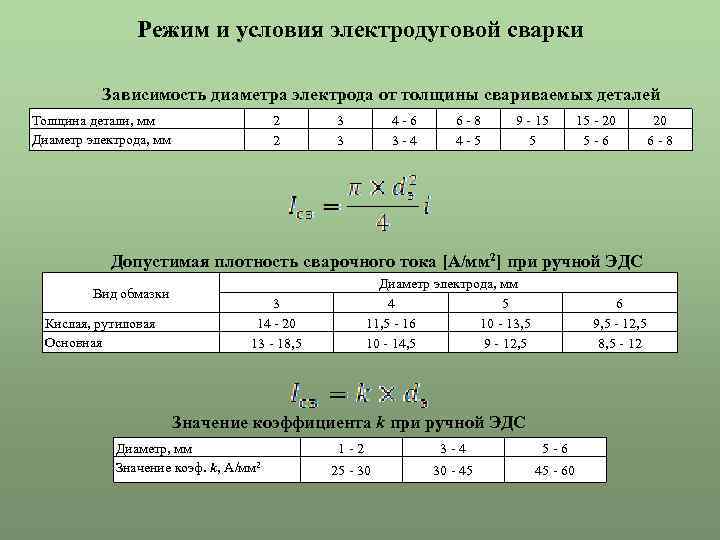
А здесь представлены рекомендуемые значения тока в зависимости от толщины изделия.
Соотношение диаметра электрода и сварочного тока
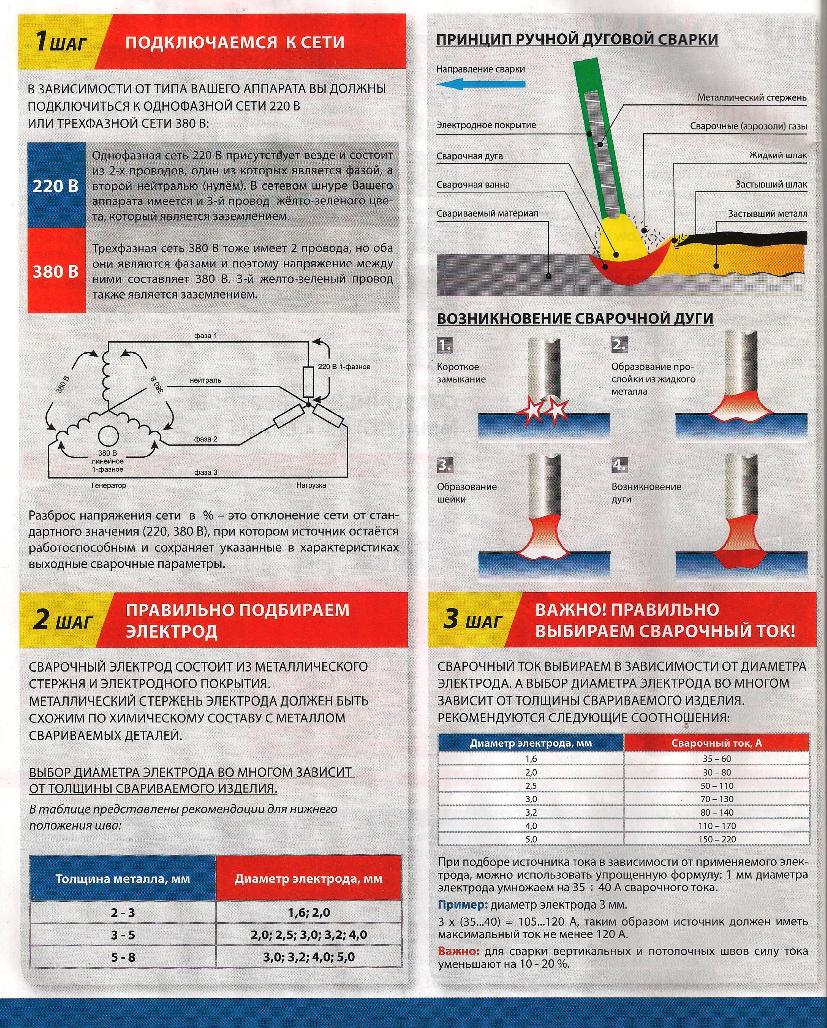
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
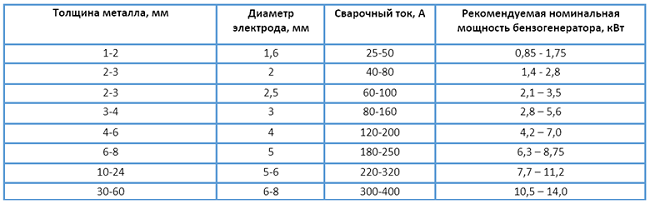
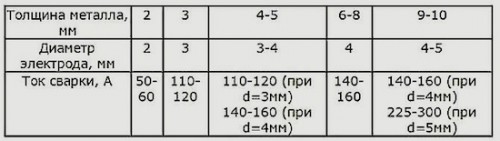
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
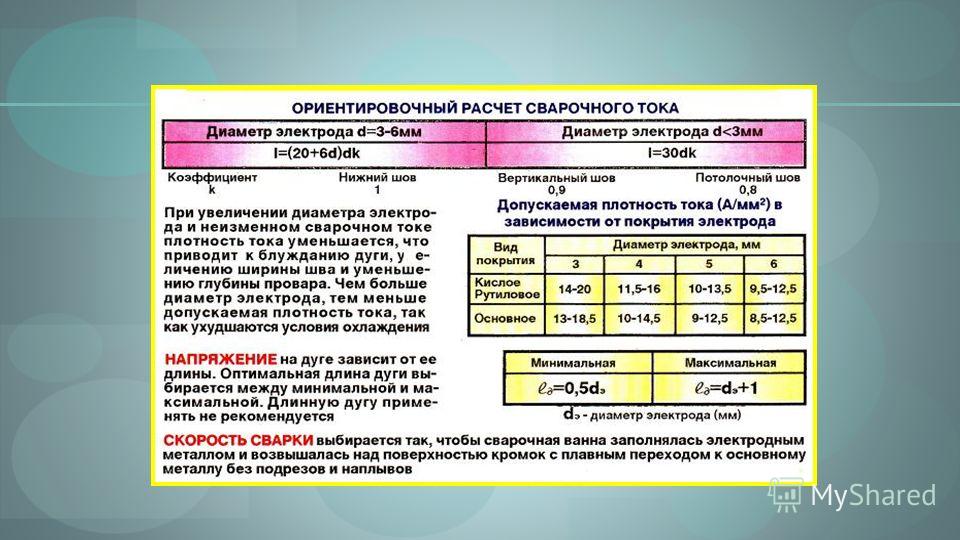
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
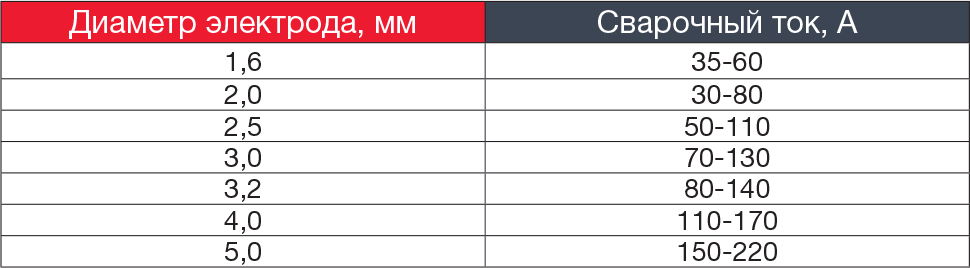
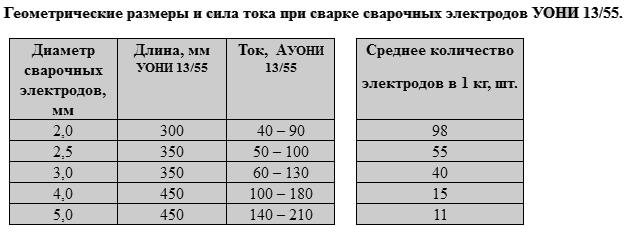
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.




Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы
Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр и подключение электрода
Изначально требуется решить, какие электроды лучше для инвертора, и каким должен быть их диаметр. Этот показатель напрямую связан с размерами заготовок. Если их толщина 3 мм, то и диаметр расходного материала должен быть таким же. Для сваривания более толстых заготовок потребуются и более крупные электроды. Начинающим сварщикам лучше всего тренироваться на изделиях 3 мм, называемых в обиходе тройкой. Основные показатели, облегчающие выбор материала, приведены в таблице.
Выбор электрода зависит и от типа подключения, которое может быть с прямой или обратной полярностью. Обычно, этот показатель указывается на упаковке. Если используется обратное подключение, то положительный выход соединяется с электродом, а отрицательный – с зажимом, прикрепляемым к заготовке. При подключении с прямой полярностью все происходит наоборот: деталь соединяется с плюсом, а электрод – с минусом.
Каждое из этих подключений различается в зависимости от электронного потока. Упорядоченное движение электронов происходит от минусовой к плюсовой клемме. В связи с этим, нагрев детали, подключенной к плюсу, получается гораздо интенсивнее. Степень нагрева металлических изделий можно изменять, используя разные режимы соединения. В случае неправильного подключения, слишком тонкий металл может прогореть, особенно при использовании мощного стержня. Сваривая толстые детали, следует воспользоваться прямой полярностью, для более глубокого прогрева заготовки.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.






Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Выбор диаметра электрода в зависимости от толщины свариваемого металла
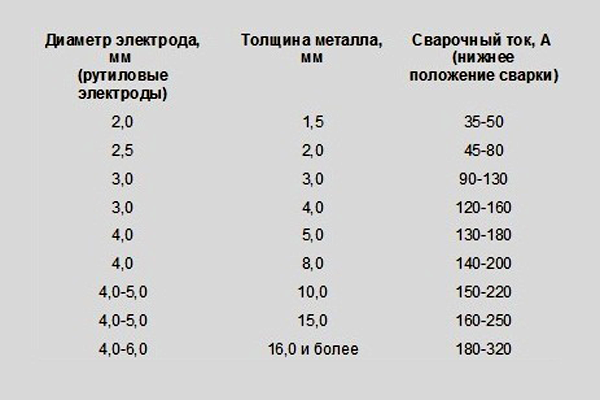
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
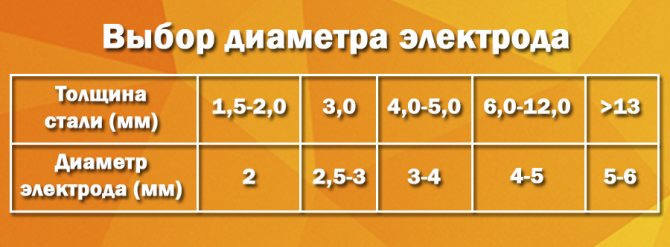
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Для отопления
К выбору, какими электродами лучше варить трубы отопления, нужно относиться со всей серьезностью, поскольку эти части должны противостоять высокому давлению и напору. Такой ремонт производится на долгие годы, поэтому при решении, какие электроды лучше для сварки труб отопления, предпочтение следует отдавать тем, которые обеспечат долговечность соединения.
Трубопроводы отопления имеют значительный поперечный размер, поэтому огромное значение придается величине поперечного сечения используемых для их соединения электродов. Это повлияет на качество шва и расход металла. Также повышенным значением обладает толщина обмазки внутренних стержней.
Конкретно, в качестве электродов, используемых для соединения отопительных труб можно посоветовать в первую очередь такие популярные марки, как УОНИ 13/45, имеющие диаметр три миллиметра. Их преимущество состоит в том, что они обладают большой величиной покрытия, благодаря чему возможно сваривать сталь с высоким содержанием углерода. Неплохо подойдут и такие марки расходных элементов, как ЦЛ-20 и Э09Х1МФ.
При сварке стали с высокой теплоустойчивостью такими видами электродов получается прочный шов, успешно противостоящий действию высокого давления. Если трубы изготовлены из стали легированной, высокоуглеродистой или нержавеющей, то с успехом используется электроды марки ЦЛ-9, обладающие основным видом обмазки.
При планировании соединения труб, предназначенных для непрерывного протекания горячей воды, свой выбор можно остановить на электродах МР-3. Они обмазаны рутиловым покрытием, а стержень изготовлен из специальной проволоки. Можно выбирать диаметр поперечного сечения из диапазона от 3 до 5 миллиметров. Работу с этой маркой следует осуществлять на короткой дуге, передвигая электрод в направление наплавки.
Трубные электроды для отопительных систем в большинстве случаев относятся к плавящемуся виду. Неплавящиеся электроды используются гораздо реже. При соединении их встык устанавливается значение тока порядка 100 Ампер, а при соединении внахлест минимум 120 Ампер.
Рейтинг расходных компонентов
Если вы не знаете, какие электроды выбрать для сварки инвертором, то обязательно следует уточнить их рейтинг и мнение профессиональных сварщиков. По некоторым отзывам сварщиков можно составить небольшой список рейтинга:
- УОНИ — капризный стержень, подходит для людей с большим опытом.
- МР-3 — более послушный стержень, однако имеет пониженную плотность.
- МР-3С — такой же вариант, то уже с повышенной прочностью и качеством шва.
- АНО — довольно редкие стержни для работы. Их быстро раскупают в магазинах, так как они идеально подходят для новичков. Их стержень без проблем держит дугу даже без прокалки.
- ЦУ-5 — профессиональные электроды для универсального шва. При сварке этим видом шов получается идеально ровный и плотный. Дуга зажигается идеально, однако они имеют повышенную способность к залипанию.
https://youtube.com/watch?v=68hLJM9cesc
Выбор диаметра
Как известно, все виды стержней имеют различные диаметры. Это используется для того, чтобы более толстый металл сваривать электродом с большим диаметром. Конечно, можно сваривать и меньшим диаметром, но, так как через проволоку проходит сварочный ток, стержень быстро нагревается и обгорает обмазка. Чтобы правильно подобрать диаметр, можно просто взглянуть на таблицу, которая находится на упаковке.
Самые распространенные вопросы
Какой сварочный инвертор выбрать. Для начала нужно определить, какой объем работы должен выполнять ваш агрегат. Чем больше вы собираетесь делать работы, тем более должно быть ампер у сварочного аппарата. Для домашних условий идеально подходит серия ресант. Такие сварочные могут варить как тонкие металлы, так и толстые. К тому же они не так сильно зависят от напряжения.
Почему прилипает электрод при сварке инвертором. Случаи прилипания стержня могут быть самые различные. Одна из основных причин — это небольшой опыт работы сварщика. А также причина может быть в пониженном токе, из-за которого сварочная дуга попросту не может загореться.
Лучшие сварочные электроды с целлюлозным покрытием
Для улучшения работы с ручными дуговыми сварочниками производители наносят на электроды целлюлозное покрытие. Оно эффективно защищает шов от окисления. Широкое применение нашли следующие расходники.
ESAB Pipeweld 7010 Plus
Рейтинг: 4.9

Надежную защиту от окисления сварочного шва обеспечивает электродам ESAB Pipeweld 7010 Plus целлюлозное покрытие. Основная сфера применения этого материала – ручная дуговая сварка труб. Также обеспечивается прочное соединение низколегированных и углеродистых сталей. Эксперты считают оптимальным сочетание относительного удлинения (28%) и сопротивления к разрыву (450 МПа). Шов получается ровным и гладким, при правильной подготовке поверхности деталей не образуется пор и раковин. После остывания наплавленного металла со шлаком не придется бороться.
Профессиональные сварщики довольны качеством шва, только для достижения идеального стыка приходится удалять грязь, влагу и ржавчину с кромок соединяемых деталей. Электроды побеждают в нашем рейтинге.
- качественный шов;
- отсутствие шлака;
- высокая прочность;
- стойкость к кратковременному перегреву.
высокая цена.
«СпецЭлектрод» МР-3С
Рейтинг: 4.8

Российские электроды с целлюлозным покрытием «СпецЭлектрод» МР-3С имеют несколько достоинств. В первую очередь потенциальных покупателей привлекает доступная цена
Эксперты обращают внимание на возможность наплавления на неподготовленную поверхность. Шов получается ровным даже при наличии на стали влаги, небольших загрязнений и легкого налета коррозии. С помощью электродов удается выполнять сварочные работы в разных пространственных положениях, используя постоянный или переменный ток
С помощью электродов удается выполнять сварочные работы в разных пространственных положениях, используя постоянный или переменный ток.
Несколько скромнее по сравнению с победителем выглядят технические параметры шва. Так, относительное удлинение составляет 25%, предел текучести достигает 390 МПа.
Отечественные сварщики довольны доступностью электродов, их неприхотливостью в работе.
Номер 2. Электроды для ручной дуговой сварки РЕСАНТА МР-3 3мм 3 кг
Компания Ресанта производит не только качественные инверторы и маски для сварки, как например, Ресанта МС-1 и , но и отличные электроды. Ярким подтверждением этому являются рутиловые электроды РЕСАНТА МР-3, которые завоевали огромную популярность у начинающих сварщиков.

Электроды с рутиловым покрытием РЕСАНТА МР-3 поджигаются практически молниеносно, формируя при этом идеальный сварочный шов
После остывания на нём не появляется трещин, что очень важно для получения качественного и надёжного соединения. Данная марка электродов предназначена для сварки, как постоянным, так и переменным током, поэтому можно не переживать на счёт этого

Вот только основные характеристики электродов для ручной дуговой сварки РЕСАНТА МР-3: род тока AC/DC, длина 35 см, расход электродов 1,7 кг, сварка в любых пространственных положениях. Электроды имеют приятный серый цвет, поэтому их трудно спутать с другими марками электродов в 2022 году.


Как выбрать электроды для сварки инвертором
Чтобы обеспечить высокий уровень мастерства в процессе сваривания металлов, получить ровный, надежный шов, стоит сконцентрироваться не только на характеристиках инвертора, но и на параметрах сварных стержней.
Электроды для сварки инвертором – это стержни, ведущие электроток непосредственно к локации, где проходит сварочный процесс. Эффективность обеспечивается рядом параметров, которые должны характеризовать электрод. Основные из них:
- Равномерное плавление самого стержня и его покрытия.
- Поддержание физико-механических, химических характеристик материала стержня в период хранения и эксплуатации.
- Невысокая токсичность, минимальное выделение вредных веществ во время сварочного процесса.
Во время сварки от него требуется обеспечить стабильную постоянную дугу горения для получения ровного красивого шва, отсутствие массированного разбрызгивания раскаленных брызг металла, легкое отделение шлака, образовавшегося на поверхности шва.
По целевому использованию электроды делятся на категории.
Стержни применимы для сварки:
- Изделий и поверхностей, изготовленных из углеродистых или низколегированных металлов.
- Деталей из теплоустойчивых материалов, обладающих высокой прочностью и твердостью.
- Компонентов из нержавеющих сталей.
- Изделий из алюминиевых и медных сплавов или из соответствующих чистых материалов.
- Деталей, компонентов из чугуна.
- В условиях небольших ремонтных работ, при необходимости наплавки на уже имеющиеся изделия.
- Поверхностей из неизвестных металлов.
Разновидности электродов для сварки труб – выбираем подходящие
Использование сварочного оборудования для соединения элементов требует владения определенными навыками и умениями
Для выполнения этой процедуры важно учитывать разные нюансы и параметры
Особое внимание уделяют выбору материала для каждого индивидуального случая. Именно электроды влияют на режим сварки, величину шва и его свойства
Однако самое важное влияние они оказывают на прочность стыковки. Выполняя любое соединение, следует учитывать характеристики материала, так как каждому виду электродов для сварки труб присущи индивидуальные особенности
Это значит, что каждое конкретное соединение выполняется определенными электродами. Значит, нужно изучить все разновидности, чтобы определить их соответствие конкретному процессу
Выполняя любое соединение, следует учитывать характеристики материала, так как каждому виду электродов для сварки труб присущи индивидуальные особенности. Это значит, что каждое конкретное соединение выполняется определенными электродами. Значит, нужно изучить все разновидности, чтобы определить их соответствие конкретному процессу.
Сварочные параметры электродов для труб
Основным достоинством рутилово-кислотных электродов для сварки трубопроводов является удаление шлаков при узкой стыковке элементов.
- Рутиловая обмазка образует шов с привлекательным видом, хорошо удаляют шлаки, быстро зажигаются при вторичном использовании. Применение – создание угловых соединений и прихваток.
- Рутиловая + основная обмазка дает возможность получать корневые швы. В основном применяются на трубопроводах, элементы которых имеют средний и малый размер диаметра.
- Электроды с рутилово-целлюлозным покрытием считаются универсальным решением для сварки элементов с толстым покрытием.
- Целлюлозное покрытие дает возможность выполнять кольцевые швы при соединении труб с высоким диаметральным показателем. Это лучшие электроды для сварки труб.
- Основные электроды используются при любой стыковке, независимо от положения шва. Ими же выполняется сварка неповоротных стыков труб, что очень удобно. Несмотря на то, что шов от такой сварки имеет менее привлекательный вид, снижается риск появления трещин в сварном шве. Наибольший эффект от использования таких электродов можно получить при соединении элементов с толстыми стенками и с плохими сварными свойствами. Также эффективно применение основных электродов при соединении прочной стали.
Свойства материала
Наплавляемый металл должен иметь аналогичную вязкость и прочность, что и основной металл. Поэтому необходимо изучить марку электродов для сварки труб, которая должна соответствовать стандарту DIN EN 499. Этот документ регламентирует показатель прочности при растяжении, предел текучести и вязкость наплавляемого металла.
К примеру, электроды с обозначением E 46 3 B 4 2 H5 имеют следующие параметры:
- Буквой Е обозначаются электроды, предназначенные для ручной сварки. Можно использовать такие электроды для сварки водопроводных труб.
- Далее идет показатель предела текучести, 460 Н/мм2 считается минимальным пределом.
- Следующее обозначение — температура, способствующая развитию трещины, -300С.
- В – означает тип обмазки, в данном случае – основная.
- Следующая цифра – применяемый ток. 4 –сварка с применением постоянного тока.
- Далее идет обозначение направление шва. 2 – любое, исключая вертикальное.
- Последнее обозначение – количество водорода, которое может содержать наплавляемый металл. Н5 означает 5 мл/100 гр.
Диаметральное сечение
Диаметр электродов для трубопроводов имеет большую важность. Это значение влияет на расход присадочного материала и свойства швов
Номинальным диаметром считается толщина стержня без покрытия. Толщина покрытия своя для каждого типа электродов, регламентируется ГОСТ 9466-75.
Покрытие можно определить отношением общего диаметра электрода к диаметру стержня:
- Тонким считается покрытие при равном соотношении или менее 1,2.
- Среднее покрытие определяется равным соотношением или меньшим 1,45.
- При равном соотношении диаметров или менее 1,8 – толстое покрытие.
- Если отношение диаметров более 1,8. То покрытие будет особо толстым.
Стоит отметить, что изделия импортного производства должны также отвечать указанным правилам. Однако редко можно отметить соответствие их диаметров российским стандартам.
Рекомендуем:
 Как установить парогенератор для бани своими руками: пошаговая инструкция
Как установить парогенератор для бани своими руками: пошаговая инструкция
 Как утеплить пол в доме?
Как утеплить пол в доме?
 Курятник своими руками: чертежи (100+ фото)
Курятник своими руками: чертежи (100+ фото)
 Пена для утепления стен: современный подход к утеплению или канцерогены которыми мы дышим, разбираемся в нюансах
Пена для утепления стен: современный подход к утеплению или канцерогены которыми мы дышим, разбираемся в нюансах
 OSB плита: свойства и характеристики, плюсы и минусы материала, особенности применения
OSB плита: свойства и характеристики, плюсы и минусы материала, особенности применения
 Фундамент на винтовых сваях минусы и плюсы: разбираемся делать дом на винтовых сваях или нет
Фундамент на винтовых сваях минусы и плюсы: разбираемся делать дом на винтовых сваях или нет
 Самовсасывающий насос для воды: разновидности, преимущества, установка и подключение
Самовсасывающий насос для воды: разновидности, преимущества, установка и подключение
 Цокольные термопанели — характеристики, цены, инструкция по установке
Цокольные термопанели — характеристики, цены, инструкция по установке
 Конструктивные возможности детских кроватей-трансформеров, обзор лучших
Конструктивные возможности детских кроватей-трансформеров, обзор лучших
 Искусственный камень в интерьере прихожей, кухни, спальни, лоджии: фото + инструкция по декорированию стен
Искусственный камень в интерьере прихожей, кухни, спальни, лоджии: фото + инструкция по декорированию стен
