Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
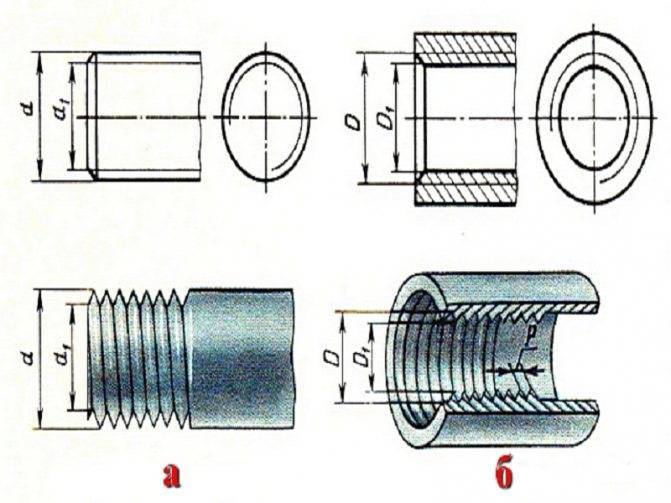
Типичный профиль цилиндрической трубной резьбы
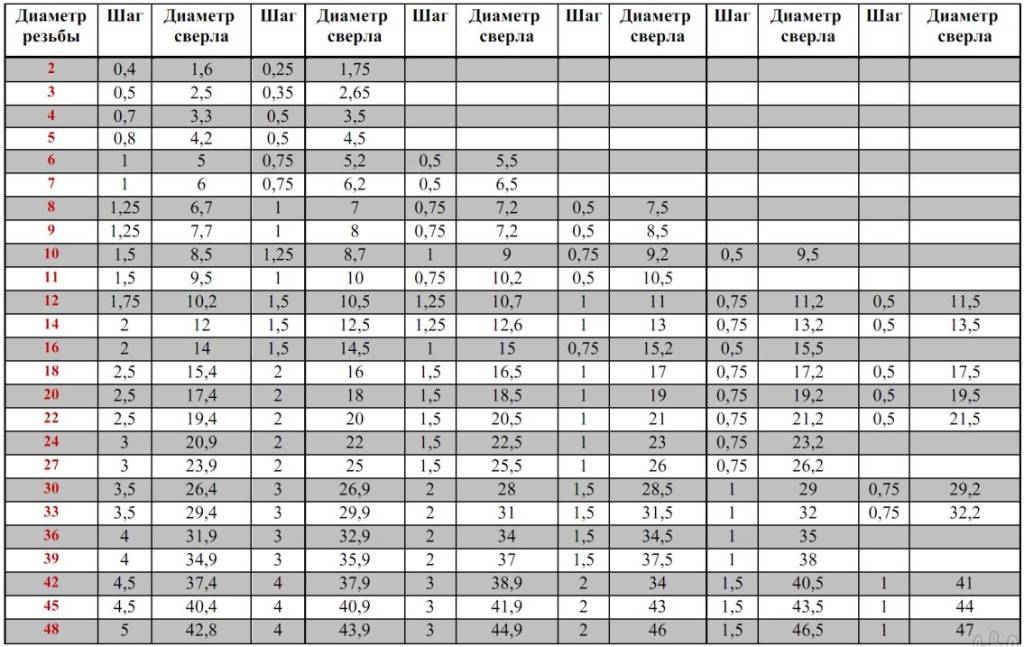
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
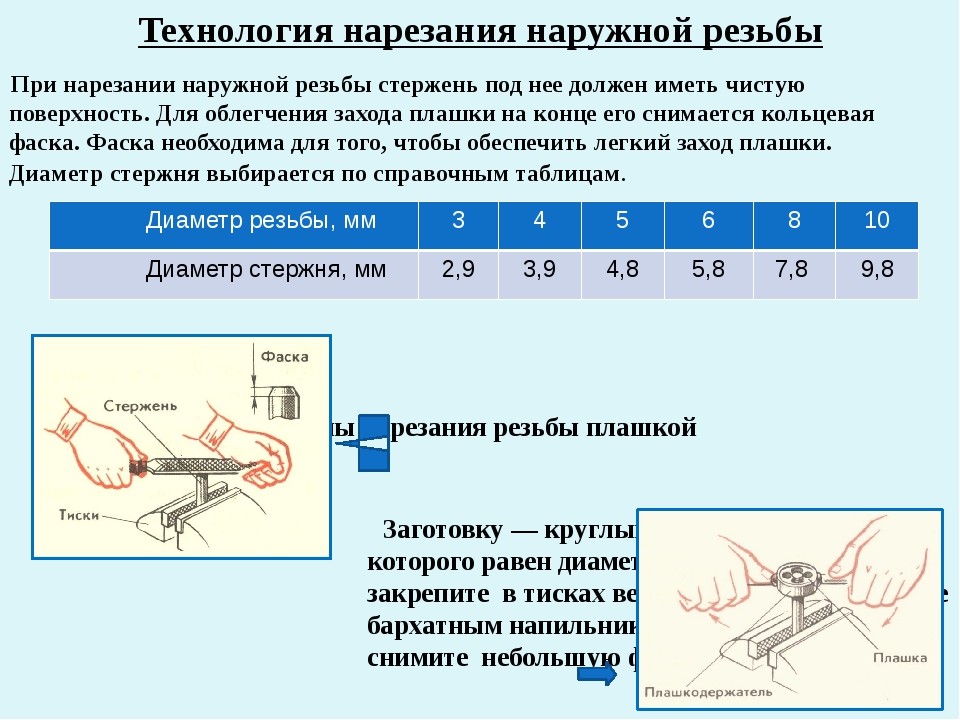
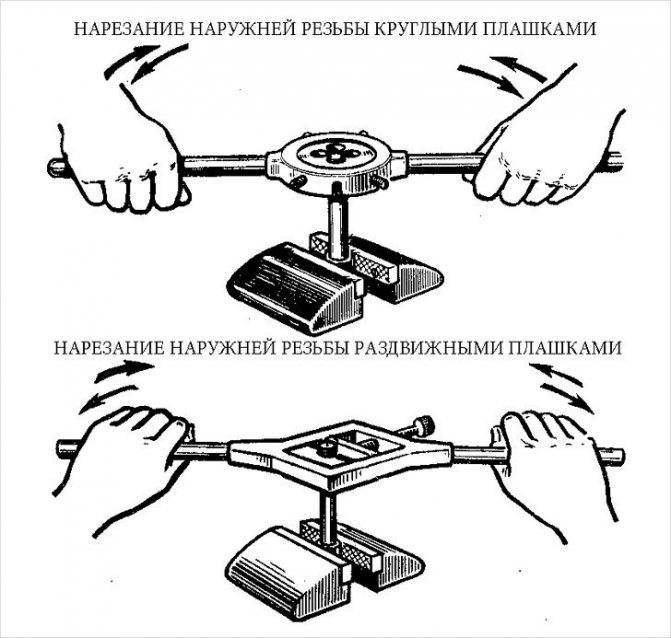
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
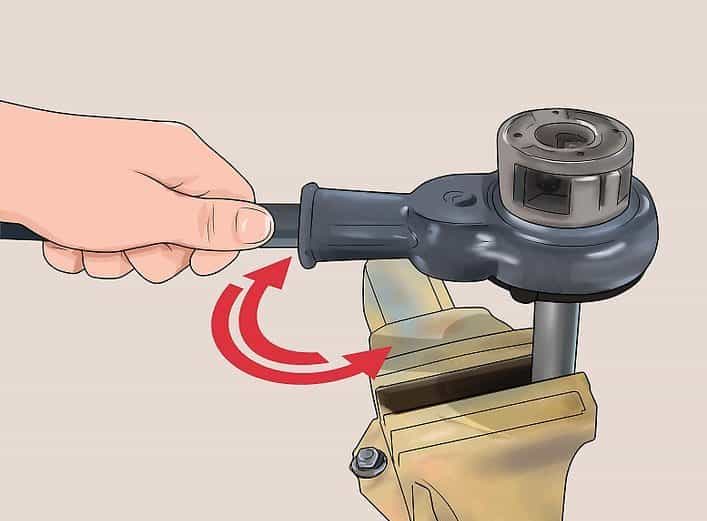
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
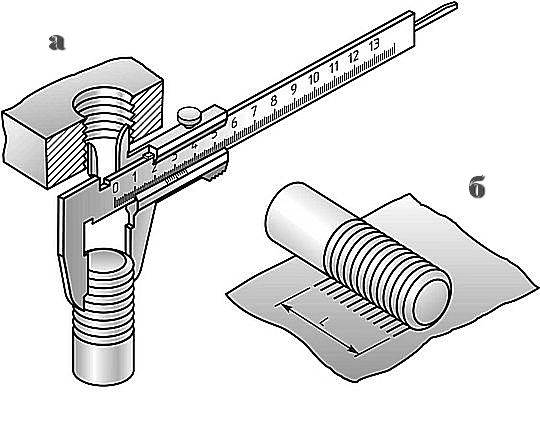
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа. Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков. После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.






Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Общие положения
Начнём, пожалуй, с функции, выполняемой клуппом – нарезки резьбы. Вы справедливо можете возразить, что появление в обиходе пластиковых труб сделали применение резьбовых соединений невостребованными. Так, полиэтиленовые изделия соединяются специальными фитингами для канализационных труб, а полипропиленовые — просто свариваются.
Но всё не так просто, когда речь идёт о надёжности. Чтобы лучше понять, о чём идёт речь, взглянем на недостатки полиэтилена и полипропилена:
Минусы использования пластиковых труб
- Ограничение температурных режимов. Для полипропилена предел – 95 о С, а для полиэтилена – 40 о С. В наши суровые зимы бывают такие ситуации, когда котельной приходится подавать воду, превышающую технические нормы, что, несомненно, приведёт к аварии. Так что для отопительной системы такой вариант труб использовать весьма рискованно.
- Слабая стойкость к механическим воздействиям. Это сразу исключает возможность прокладки водопровода из пластика под проезжей частью, так как он со временем попросту окажется раздавлен. Да и в открытых для контакта местах тоже придётся осторожничать, помня об уязвимости данного материала.
Читать также: Мотоблоки для вспашки огорода
А вот металлу не страшны ни высокие температуры, ни чрезмерные механические нагрузки. Но и с ним в вопросе соединения не всё так просто:
Типы соединений стальных труб
|
Данное изделие это отличный вариант для домашнего использования. Кроме того ручной инструмент такого типа позволяет создавать резьбу на трубах даже в труднодоступных местах. |
| Разновидность соединения | Преимущества | Недостатки |
| Сварка | Полная герметичность | Нарушение цинкового слоя, в результате чего трубопровод становится уязвим перед коррозийными процессами |
| Резьба | Возможность демонтажа | Необходимость использования дополнительных уплотнителей для достижения оптимальной герметизации |
Использовать паклю для устранения возможной течи не так опасно, как испортить покрытие, защищающее от возникновения ржавчины. К тому же не каждый умеет своими руками пользоваться сварочным аппаратом. Также важную роль играет возможность технического обслуживания, которая с цельной магистралью весьма проблематична. Так что с явным отрывом побеждает резьбовое соединение.
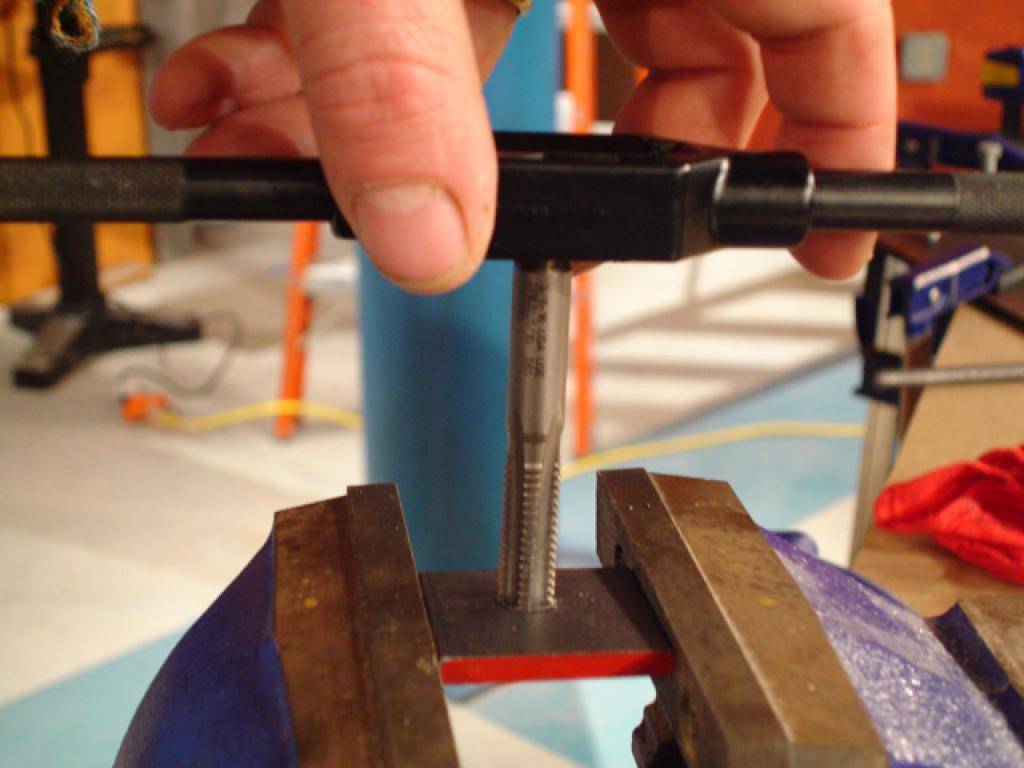
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, .
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
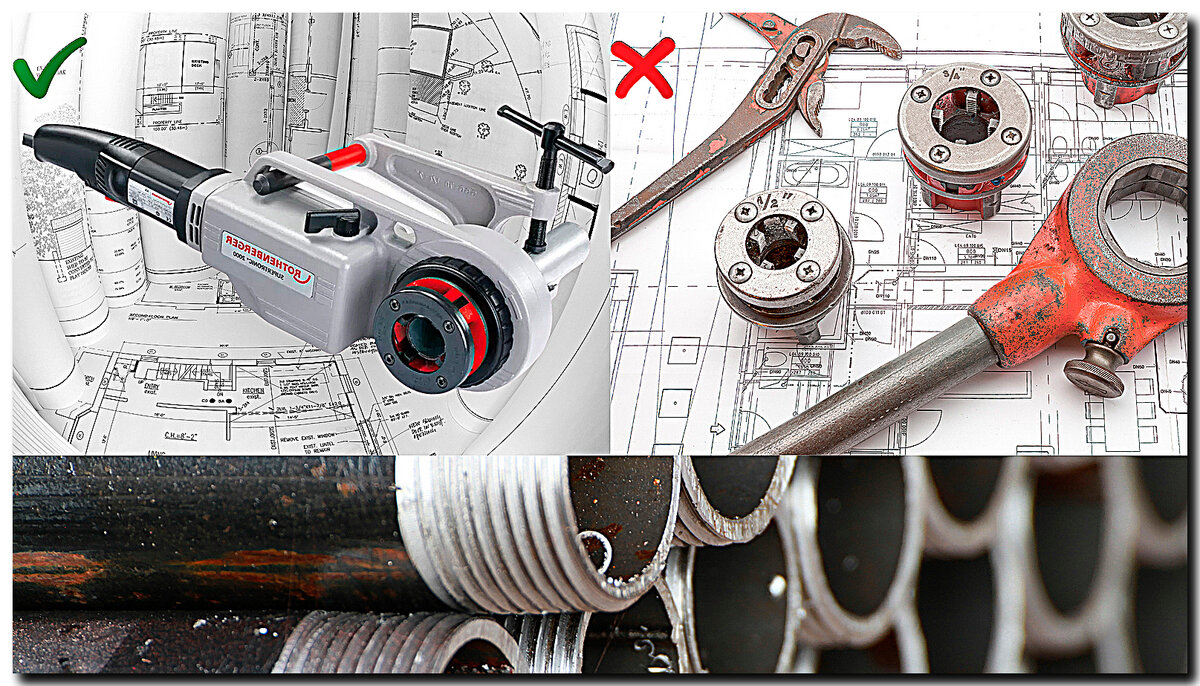
Оборудование для нарезания резьбы своими руками
На трубах при небольших объемах работ наружную резьбу своими руками можно нарезать с использованием трубных клуппов, применяя нераздвижные или раздвижные плашки.
Изначальной трубу зажимают в прижим, очищается конец трубы от окалины при помощи напильника, после чего нарезаемую часть смазываются сульфофрезолом или олифой.
На трубу устанавливается особый инструмент – клупп, который обладает раздвижными плашками, и несильными ударами по рукоятке планшайбы молотком или киянкой доводят вплотную к трубе направляющие плашки, затем все закрепляется болтами. Кроме того, ориентируясь на риску планшайбы, устанавливаются режущие плашки. Затем инструмент начинают вращать по часовой стрелке, одновременно с этим нажимая на него.
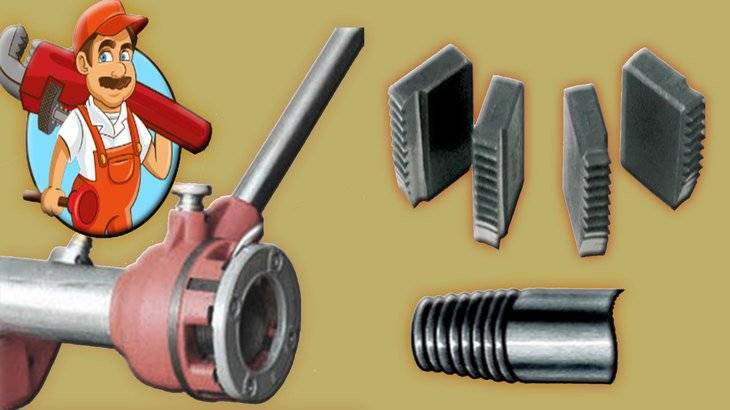
В корпусе трубного клуппа с одной части располагаются четыре отверстия для разрежающей плашки, а с другой стороны три отверстия для направляющей плашки. Режущие направляющие плашки разводят, а планшайбы сближают, которые крепятся на корпусе прижимными кольцами. В плоскостях, прилегающих к корпусу, у планшайб имеются спиральные канавки, в которых входят штифты плашки. В случае, если повернуть планшайбу, штифты начинают скользить по спиралевидным канавкам, а плашки сближаются (если повернуть влево планшайбу) или постепенно расходиться (если повернуть вправо планшайбу). В то время, когда плашки уже смонтированы в необходимое положение, планшайба закрепляется при помощи прижимных болтов.
Трубные клуппы изготавливаются с парой комплектов разрезающих плашек: для нарезания резьбы на трубах размером 20 или 15 миллиметров и для нарезки труб диаметром 25, 38, 32 и 50 миллиметров.
Для трубных клуппов применяются радиальные двусторонние или радиальные односторонние плашки. Плашки выпускают по 4 экземпляра в упаковке. Каждая имеет обозначение с размером и порядковым номером от единицы до четырех. Соответствующие номера располагаются у каждой прорези на корпусе тела клуппа. На трубе имеются сменные втулки для различных диаметров трубы, расположенные в направляющем фланце и крепящиеся винтов. Последний крепит винтами к корпусу, где устанавливаются соответствующие номера плашки.
Трубные клуппы обладают преимуществом – высочайшее качество получаемой резьбы на изделиях и прочность конструкции. Недостатком данного оборудования является большая масса и необходимость в серьезном уходе.
При нарезке 50-миллиметровой резьбы необходимо переставить направляющие планки, развернув их на 180 градусов, то короткой стороной внутрь клуппа.
Инструкция по нарезанию резьбы с использованием плашки
Плашка (лерка) представляет собой металлический диск с расположенным в центре круглым лепестковым отверстием. Лепестки имеют режущие кромки, нарезающие резьбу определенного размера и формы. Плашки изготовлены из металла, твердость которого больше, чем у материала трубы. Это быстрорежущая или легированная сталь.
Плашки бывают цельными и разъемными. Цельные плашки являются более точным инструментом, но быстрее изнашиваются.
 Порядок работы следующий:
Порядок работы следующий:
- Подготовка трубы. очистка от грязи, обезжиривание поверхности.
- Закрепление в тисках. При работе по месту расположения трубы используют газовый ключ.
- Снятие торцовой фаски. Срез трубы должен быть выполнен под прямым углом к ее оси. Фаску снимают шлифовальным кругом или напильником.
- Место нарезания смазывают техническим маслом.
- В держатель вставляют плашку, винты затягивают, обеспечивая ее фиксирование.
- Плашку приближают к торцу трубы перпендикулярно к оси, не перекашивая. Плавно нажимая, вращают плашку по часовой стрелке. Первые бороздки помогут закрепиться инструменту, далее процесс пойдет легче.
- Работу выполняют не спеша, с равномерным усилием. Большая скорость не ускорит процесс, но может ухудшить качество. Правильные параметры получают за счет прохождения режущих кромок по всей длине плашки.
- Не допускают отсутствия на поверхности нарезки смазки, при необходимости опрыскивают маслом из распылителя.
- После получения резьбовой линии нужной длины плашку, проворачивая, снимают, поверхность очищают от стружки с помощью ветоши, щетки или кисточки с мягким ворсом.
Работу можно выполнять в два этапа. Сначала используют черновую плашку, затем осуществляют доводку чистовой. Принцип работы соответствует указанному выше.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
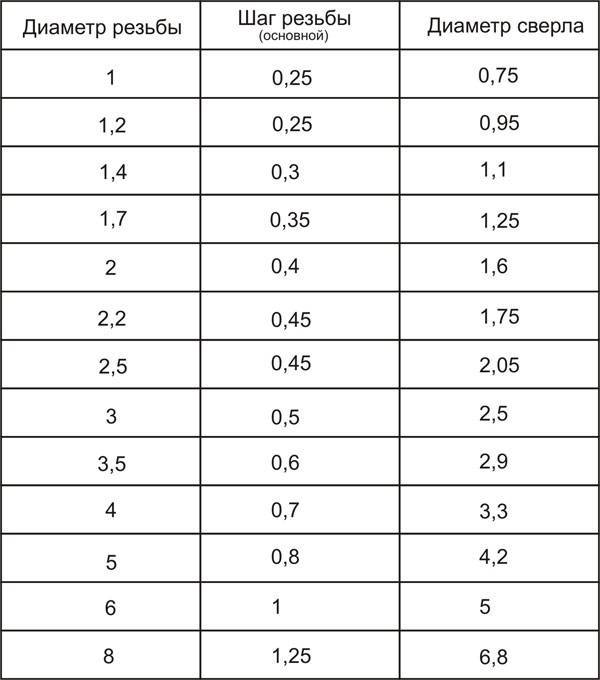
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.






|
Номинальный диаметр резьбы, мм |
Шаг, P |
Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
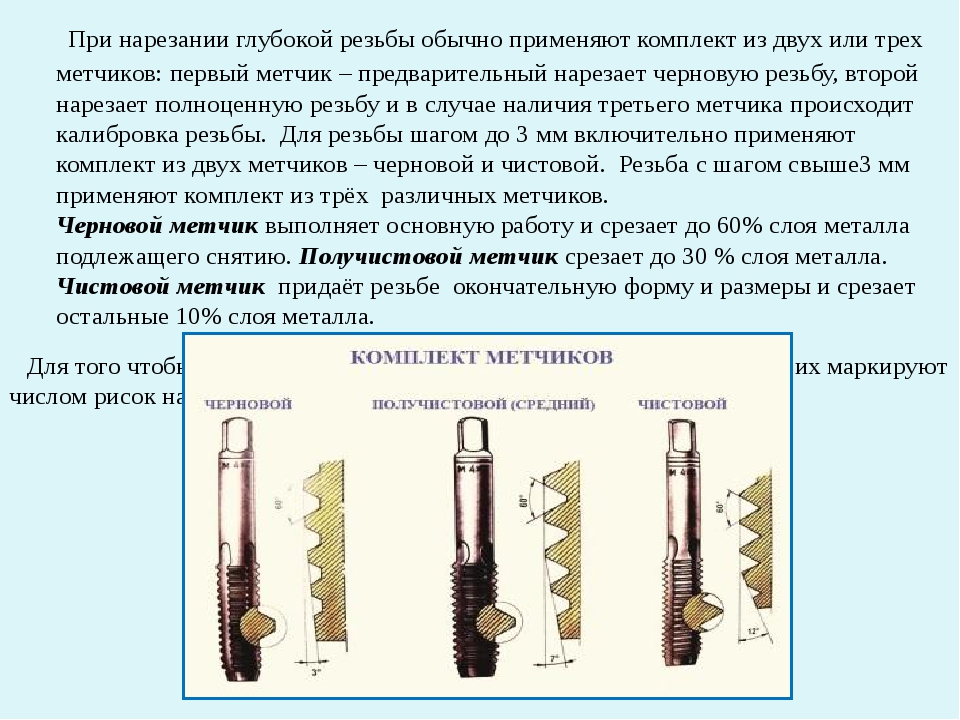
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Нарезка внутренней трубной резьбы
 Набор метчиков для внутренней резьбы
Набор метчиков для внутренней резьбы
Внутреннюю резьбу имеют переходники, отводы, муфты, их накручивают на трубу, не уменьшая ее внутреннего прохода. Но если вы задумаете изготовить самостоятельно соединительные элементы для труб, вам понадобится такое умение.
В данном случае для нарезки используют метчики (на фото). Это металлический стержень, имеющий режущую часть. Кромки выполнены отдельными сегментами, разделенными продольными проточками для отведения стружки. Метчик имеет хвостовую часть квадратного сечения, на которую надевается вороток и осуществляется вращение. В комплекте находится по два метчика, один выполняет черновую, второй чистовую нарезку.
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.
Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.







Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Подготовка к выполнению резьбы вручную
Основные правила использования:
- трубу в месте нарезки резьбы рекомендуется отчистить от краски, грязи и ржавчины (должен остаться только металл);
- если труба имеет фаску, нужно аккуратно снять ее напильником (или же болгаркой, если вы имеете навык работы с этим инструментом);
- во время работы поверхность трубы и резак должны быть смазаны специальной субстанцией (намазать ее нужно и в начале работы, и в процессе).
Если не следовать этим правилам, то срок эксплуатации инструментов резко уменьшается, а также возникает большой шанс забраковать или просто сломать саму трубу.
Это интересно: Как подобрать правильный клей для труб ПВХ + технология склеивания труб — расписываем по пунктам
Рекомендуем:
 Садовая скамейка из брёвен и досок
Садовая скамейка из брёвен и досок
 Как правильно купить квартиру, которая в ипотеке
Как правильно купить квартиру, которая в ипотеке
 Какими бывают гардеробные комнаты, фото примеров
Какими бывают гардеробные комнаты, фото примеров
 Критерии выбора односпальной кровати — размер, дизайн, материал
Критерии выбора односпальной кровати — размер, дизайн, материал
 Какие бывают комоды высокие, и все важные особенности
Какие бывают комоды высокие, и все важные особенности
 Покраска деревянного пола своими руками: выбираем материалы и правильно подготавливаем поверхность
Покраска деревянного пола своими руками: выбираем материалы и правильно подготавливаем поверхность
 Ремонт потолка своими руками в квартире: выбираем подходящий способ
Ремонт потолка своими руками в квартире: выбираем подходящий способ
 Как открутить гайку с сорванными гранями
Как открутить гайку с сорванными гранями
 Конструктивные возможности детских кроватей-трансформеров, обзор лучших
Конструктивные возможности детских кроватей-трансформеров, обзор лучших
 Пятна на линолеуме — как с ними бороться: методы и рекомендации, чем выводить
Пятна на линолеуме — как с ними бороться: методы и рекомендации, чем выводить
